無錫悅揚機械
Wuxi Reinsail Machinery



如何看待一臺復合肥定量包裝秤的品質優劣?性能指標是定量分析精確度與定量分析速率,即定量分析包裝的工作效能。殊不知定量分析速度定量分析精確度是相分歧的。要想做到較高的精確度與較效率高是很艱難的,有時候更必須以提升成本費為理智。文中根據引進嚴禁較為鑒別,排序檢驗的定義,明確提出一種在確保精確度的前提條件下,提升定量分析包裝工作中速率的手機軟件控制措施。
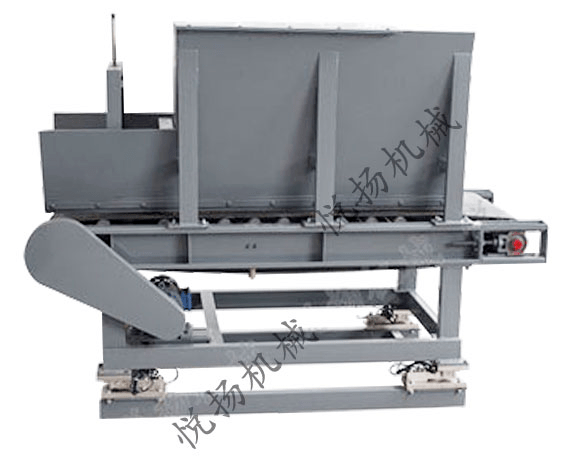
復合肥定量包裝秤
一、嚴禁較為鑒別法
現階段復合肥定量包裝秤多見二級給料機或三級給料機方法:
實際上工作上,前面、末級料流總流量比為5~10倍。前面復合肥給料機關鍵是用較短的時間添加盡量多的原材料,以減少秤重周期時間,提高工作效率。而末級給料機則用過久添加額定量的5%~10%,以確保稱重精確度。從提升速率的角度觀察,前面料流總流量應盡量大,并且預設值越貼近額定電流越高;從提升精確度看,末級料流總流量應越低好。殊不知實際上工作中全過程中,在前面給料機完畢時,因為原材料的沖擊性,在秤的測定值上導致震蕩紋波,實際上凈重的日常動態曲線圖(二級給料機)如圖已知1圖示。
若提升速率,前面復合肥給料機預設值應貼近末級給料定值,但沖擊性的波峰焊將會超出末級給料機的預設值,進而導致末級閉店。而實際上凈重并沒有超出末級給料機預設值,導致偏差擴大。若想減少偏差,傳統式的方式 是減少前面的給料機總流量,或提升一級給料機,以減少撞擊力,使沖擊性的波峰焊不可以超出末級給料機值。那樣做并不是提升了前面給料機時間,就是說提升了末級給料機時間,減少了定量分析包裝的工作效能。因此,根據數次實踐活動,找到用手機軟件方式處理此難題的方式 ,即嚴禁較為鑒別法。
嚴禁較為鑒別法在前面給料機完畢后,并不是立刻鑒別凈重是不是做到末級給料機閉店值,只是一段時間后,才剛開始鑒別,進而使末級鑒別繞開前面給料機的沖擊性在定量包裝機上導致的波峰焊,防止了沖擊性導致的偏差。
選用那樣的控制措施,可以使前面給料機值更貼近末級給料機值,也就是說擴大了前面復合肥給料量,相對性減少了末級給料量。假如在料總流量不會改變,精確度規定相同標準下,可明顯降低末級給料機時間,進而減少全部工作中周期時間,提高效率。能夠證明材料,前面、末級料流總流量比越大,實際效果越明顯。
二、排序測定法
為確保復合肥定量分析電子器件包裝秤的精確度以及可靠性,如今的秤重控制板引進了很多自動控制理論,設定許多全自動作用,如零點追蹤作用、零點出現異常警報作用、全自動起伏調整作用、超差警報作用等。
可是,全部這種作用,全是以凈重為根據的。在其中最關鍵的就是說倒料結束后的空秤值和投料結束后的滿秤值。在日常動態標準下,精確測定二點的值是較為艱難的。傳統式的做法是每一次投料前檢驗零點值,投料完畢后檢驗滿秤值,隨后以此做為自動控制系統的根據。殊不知定量包裝秤是一個日常動態工作中全過程,凈重統計數據由日常動態變化到靜態數據(相對來說)必須一個平穩時間,假如每一次都檢驗靜態數據凈重,則必然增加工作中周期時間,減少工作效能。這也是一個確保精確度與提升速率的分歧。

排序檢驗就是說應用數學統計分析基本原理及誤差分析基礎理論,對稱性重統計數據開展抽樣檢驗。進而處理確保精確度與提升速率的分歧。
復合肥定量分析包裝的偏差由系統誤差及隨機誤差兩一部分構成。總偏差為兩一部分分別絕對值相加。系統誤差的方位常主要表現為固定不動的,而隨機誤差遍布具備單峰、對稱性、有界、抵償特性。依據這一特點,運用數理統計基本原理,人們把全部定量分析包裝的工作中全過程分成檢驗組和非檢驗組。檢驗組即取樣組,非檢驗組即是取樣組間距。檢驗組和非檢驗組是鄰近的。在檢驗組中紀錄秤體平穩時的滿秤值和空秤值。隨后把這一組統計數據的解析幾何均值,做為自動控制系統根據,操縱下一鄰近非檢驗組與下一檢驗組的操縱全過程。適度選擇檢驗組與非檢驗組的數量,就能夠操縱取樣的樣本數及取樣間距。
選用那樣的方式 ,能夠減少任意測量偏差的危害,而在非檢驗組中因為不需紀錄秤重統計數據,因此無須等候秤體平穩,進而合理安排時間,提高工作效率。
運用嚴禁較為鑒別和排序檢驗方式 后,每一定量分析周期時間均值減少21秒,定量分析速度由每分76次提升到每分103次,提高效率30%左右。
提升復合肥定量包裝秤的精確度與速率,一直是大家要求的總體目標。運用嚴禁較為鑒別和排序檢驗的方式 ,可以在確保定量分析精確度的前提條件下,明顯提升包裝速率,殊不知復合肥全自動定量包裝秤是機、電、儀一體化的全自動包裝自動控制系統,控制器、機械結構(包含給料機組織、秤斗安裝構造、倒料組織)及其驅動器元器件等針對定量分析精確度與速率都擁有挺大的危害。
無錫悅揚機械制造有限公司座落在風景秀麗的太湖明珠—江蘇無錫。是由一批有朝氣,富有創造性的技術、銷售精英組成。公司員工80%以上具有大專以上學歷。是一家專業工業衡器、配料、包裝、碼垛設備制造和系統集成的高新技術企業。